Shandong Shankuang Atölyesinde Tahrik Kasnaklarının Üretimini Düzenli Bir Şekilde Sürdürüyor
2026/04/13 16:03
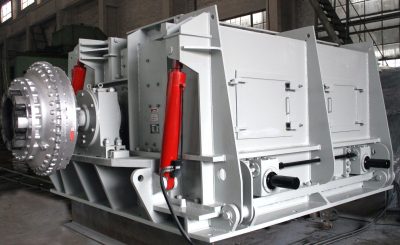
Shandong Shankuang atölyesinde işlemler düzenli bir şekilde devam etmekte ve tahrik kasnaklarının üretimi istikrarlı ve titiz bir şekilde ilerlemektedir. Bantlı konveyör sisteminin temel iletim bileşenleri olarak, bunların çalışma istikrarı, tüm ekipmanın taşıma verimliliğini doğrudan belirler. Atölyedeki her işlem, personelin sıkı kontrolü altında sağlam bir şekilde gerçekleştirilmekte ve hassas imalatın pragmatik tarzını tam olarak yansıtmaktadır.
Üretim, hammaddelerin dikkatli seçimi ve ön işlemiyle başlar. Çalışanlar, mükemmel mukavemet ve tokluğa sahip yüksek kaliteli çelik seçer ve yüzey pası, kirlilik veya düzensiz malzeme özelliklerine sahip levhaları elemek için her bir levhayı elle inceler. Nitelikli çelik daha sonra bir doğrultma makinesine gönderilir; burada haddeleme sırasında oluşan iç gerilim, mekanik presleme ve manuel yardımcı kalibrasyon yoluyla giderilir ve çelik levhanın düzlük standartlarını karşılaması sağlanır. Doğrultma işleminden sonra, çelik yüzeyi bölüm bölüm temizlemek için özel taşlama aletleri kullanılır; oksit tabakaları, çapaklar ve küçük çıkıntılar giderilerek pürüzsüz ve düz bir yüzey elde edilir ve sonraki haddeleme işlemi için sağlam bir temel oluşturulur.
Ham madde hazırlığı tamamlandıktan sonra, işlem boru gövdesi şekillendirme aşamasına geçer. Operatörler, teknik gerekliliklere uygun olarak çeliği yavaşça bükmek için özel levha bükme makineleri kullanır ve ovalite veya radyan sapmasını önlemek için işlem boyunca şablonlarla yuvarlaklık noktasını tek tek kalibre ederler. Bükme işleminden sonra, alın kaynakları hassas bir şekilde hizalanır ve bölümlü kaynak yapılır. Her kaynak bölümünden sonra kaynak cürufu derhal temizlenir ve kaynaklar düzgünlük ve dolgunluk açısından dikkatlice incelenir. Boru gövdesinin sağlam yapısını ve iyi sızdırmazlık performansını sağlamak için küçük hava delikleri veya cüruf kalıntıları gibi herhangi bir kusur hemen onarılır. Kaynak işlemi tamamlandıktan sonra, kasnak boru gövdesinin iç ve dış yüzeyleri kumlama işlemine tabi tutulur; bu işlem sadece kaynak sıçramalarını ve oksit tabakalarını gidermekle kalmaz, aynı zamanda yüzey pürüzlülüğünü de artırarak sonraki kaplama yapışması veya şaft başlığı montajı için hazırlık sağlar.
Mil başlığı işleme ve montaj prosedürleri özellikle kritiktir. Mil ham maddeleri öncelikle kapsamlı mekanik özelliklerini iyileştirmek, yeterli tokluk ve kullanım sırasında yük taşıma kapasitesini sağlamak için sertleştirme ve temperleme işlemine tabi tutulur. Temperlenmiş mil boşlukları daha sonra bir torna tezgahında hassas bir şekilde işlenir. Operatörler, mil doğruluğunu ve kademeli yüzeylerin dikliğini kontrol etmeye odaklanır ve boyut sapmalarını önlemek için işlem sırasında özel ölçüm aletleriyle boyutları sık sık yeniden kontrol eder.
Mil başlıkları ve boru gövdesi birleştirilmeden önce, personel birleşim yüzeylerini yağ ve tozdan arındırmak için iyice siler ve özel yapıştırıcıyı eşit şekilde uygular. Daha sonra mil başlıkları boru gövdesinin her iki ucuna hassas bir şekilde yerleştirilir ve aletlerle sıkıştırılır. Yapıştırıcı tamamen kuruduktan sonra, rulmanlar ve contalar takılır. Rulmanların iç halkalarına düzgün dönüşü sağlamak için yağlama gresi uygulanırken, contalar boşluklara dikkatlice yerleştirilir ve toz ve nemin girişini etkili bir şekilde engellemek için sıkıştırılır.
Montajdan sonra kasnaklar yüzey işleme aşamasına geçer. Personel önce pas ve yağı temizlemek için tüm kasnağı temizler ve yüksek basınçlı püskürtme ve manuel silme kombinasyonuyla kalan kirleri tamamen giderir. Daha sonra, tam kaplama ve düzgün kalınlık sağlamak için püskürtme sırasında açı sürekli olarak ayarlanarak aşınmaya dayanıklı ve korozyon önleyici bir kaplama eşit şekilde uygulanır. Doğal kürleşmeden sonra, düzgün ve pürüzsüz bir görünüm için yüzeydeki küçük parçacıkları nazikçe parlatmak için ince zımpara kağıdı kullanılır.
Son kontrol prosedürü, sarsılmaz bir titizlikle gerçekleştirilir. Kalite kontrol uzmanları öncelikle kusursuz kaynakları, sağlam kaplamaları ve güvenli contaları doğrulamak için kapsamlı bir görünüm kontrolü yaparlar. Daha sonra, özel aletler kullanarak kasnağı döndürerek düzgün dönüşü, sıkışma veya anormal ses olmamasını kontrol ederler. Bu sırada, şaft başları ile boru gövdesi arasındaki bağlantı mukavemeti, endüstriyel standartlara ve montaj gereksinimlerine uygunluğu sağlamak için doğrulanır. Tüm göstergeler onaylandıktan sonra, tahrik kasnağı mevcut üretim sürecini tamamlayabilir ve sonraki depolama veya destek montajına aktarılabilir.
Atölyede, personel kendi görevlerini yerine getirirken ve sessiz bir iş birliği içinde çalışarak, ham madde elleçlemesinden nihai ürün denetimine kadar her ayrıntıya büyük özen gösterir. Özverili bir yaklaşım ve sağlam bir işçilikle, tahrik kasnaklarının istikrarlı kalitesini sağlamak için her türlü çabayı gösterirler ve bu da bantlı konveyör ekipmanının verimli ve istikrarlı çalışması için temel bir zemin oluşturur.